电 话:15861723968
联系人:张总
邮 箱:468100076@qq.com
网 址:www.cnjaq.com
地 址:金湖县大兴工业园区49号

安装前所需准备的主要附件:除配给的必要附件外,需准备好以下材料:1.1寸无缝钢管或水煤气输送管及相应的90°弯头,三通接头阀门等和管路中所需安装的仪表配件。用于蒸纱机同锅炉接通,装上相应的阀门开关,控制蒸汽流量。 2.石棉松绳、钢丝网及少许石灰。用于将蒸纱机固定好位置后,包装其外表保温隔热。石棉松绳在直径32-45mm中选用,数量约350米。钢丝网面积约12米2。

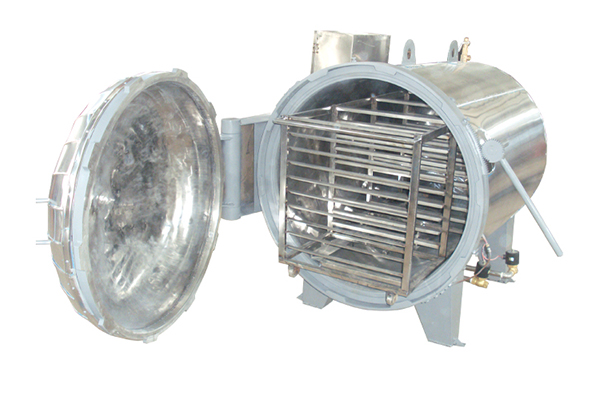
除具有烘干、定型、焙烘、热熔固色(温度20℃~250℃)功能外,而有蒸气蒸化作用,适用于印花工厂的印花布蒸处工艺,籍由温度、湿度以及滞留在蒸箱内时间之调整,此机可应用于下列工程: -烘干、定型和热熔染色,电气加热温度范围20℃~250℃ -饱和蒸气烘焙、蒸处加工,蒸汽加热温度范围102℃±2℃ -高温蒸气加热,电热与蒸气并用。

第一步:机身预热。第二步:抽真空。降低水的沸点,以便产生所需的低温饱和蒸汽。第三步:加热。使低温饱和蒸汽渗透到锥形管纱。第四步:保温。由真空转变为低温饱和蒸汽状态使整个筒子纱包括包装材料完全得到处理。冷蒸汽的水分被转移到纱线,纱线的水分分布绝对均匀,达到一致的纱线强度和摩擦值,同时,热处理还松弛了捻度。第五步:二次抽真空。第六步:二次加热及保温。确保补偿纱线重量的损失,改善纱线质量。
1、纯棉纱线、织物一定要用低温工艺进行处理。2、蒸汽处理的时间配置(关键是恒温时间)要结合纱线的支数,捻系数,成纱回潮率等合理设计。3、精梳纱线和普梳纱线的真空压力,要区别对待。4、要定期排污冲洗,防止加热水箱中水的氯根含量超标。5、粘胶纤维和粘胶混纺纱线,汽蒸的回潮率要结合纱线断裂强度适度控制,否则回潮率的升高,会使纱线的强力下降。6、包芯纱汽蒸工艺设计,要考虑筒管的强度。

现在市场上多大数为直接汽蒸方法的蒸纱机,将高温高压的蒸汽直接喷入蒸纱机内,由进汽点分散至整个缸体空间,因此进汽点温度最高,离进汽点最远的点则温度最低,温差至少20℃以上。关于棉、麻、丝、毛等有必要低温蒸纱的纤维将直接形成损害,导致黄白纱等问题。开端蒸纱时纱线温度是最低的,直接蒸汽因为直接将高温蒸汽送入蒸纱机内,纱线触摸的蒸汽是最高温的,因此简单在纱线外表发生冷凝水,污染纱线。

由于采用从低温升到高温的间接汽蒸方式,当纱线温度最低时,蒸汽温度也最低,最大限度地避免了冷凝水的产生,使纱线得到均匀、柔和的汽蒸处理。采用间接汽蒸方式,生产蒸纱定型机可灵活选择蒸汽加热或电加热方式产生蒸汽,满足客户使用生产蒸纱定型机受汽、电限制。蒸纱机采用自动开门方式,当蒸纱工艺程序执行完成后,将自动平衡气压后自动开门,完全避免了人为因素对蒸纱工艺的影响。